Los procesos fabriles que vamos a ver son :
- Calderería;
- Conformado frío manual;
- Estampación;
- Extrusión;
- Forjado;
- Fundición;
- Inyeccción;
- Laminado;
- Mecanizado con arranque de viruta;
- Sinterizado;
- Tratamientos Térmicos;
- Trefilado;
1-CALDERERÍA:
 La calderería es una especialidad profesional de la fabricación mecánica que tiene como función principal la construcción de depósitos aptos para el almacenaje y transporte de sólidos en forma de granos, líquidos y gas; así como todo tipo de construcción naval y estructuras metálicas. Muchos de estos depósitos reciben el nombre de silos y cisternas. El material más común que se trabaja en calderería es el acero laminado y vigas en diferentes aleaciones, formas y espesores.
La calderería es una especialidad profesional de la fabricación mecánica que tiene como función principal la construcción de depósitos aptos para el almacenaje y transporte de sólidos en forma de granos, líquidos y gas; así como todo tipo de construcción naval y estructuras metálicas. Muchos de estos depósitos reciben el nombre de silos y cisternas. El material más común que se trabaja en calderería es el acero laminado y vigas en diferentes aleaciones, formas y espesores.
La calderería se vasa en la soldadura de los depósitos
La calificación profesional de los técnicos en calderería tiene que
ser elevada para asegurar la calidad necesaria a este tipo de productos y
los soldadores se requiere que estén homologados por diferentes
organismos de control de calidad.
Ejemplos: Contruccion de calderas, En automoción: Deposito de Gasolina

2 -CONFORMADO EN FRÍO MANUAL:
El conformado en frío es empleado a nivel mundial para
fabricar los productos más diversos. Clavos, tornillos, bulones, tubos
de cobre, botellas de aluminio, cord metálico para neumáticos
etc. También la mayoría de los objetos metálicos de uso doméstico se
producen mediante este método: mangos, bisagras, elementos de
unión, listones y utensilios de cocina.
El concepto del conformado en frío comprende
todos los métodos de fabricación que permiten deformar plásticamente
(a temperatura ambiente y ejerciendo una presión elevada)
metales o aleaciones de metales tales como cobre, aluminio o latón,
pero sin modificar el volumen, el peso o las propiedades
esenciales del material. Durante el conformado en frío la materia prima
recibe
su nueva forma mediante un proceso que consta de diferentes
etapas de deformación. De tal manera se evita que se exceda la
capacidad de deformación del material y por lo tanto su rotura.


Ejemplo: Los tornillos estan hechos en frio aunque no deje de ser un laminado
3-ESTAMPACIÓN:
 La estampación es un tipo de proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior).
La estampación es un tipo de proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior).
Si la temperatura del material a deformar es Mayor a la temperatura de recristalización, se denomina Estampación en Caliente, y si es menor se denomina estampación en frío.
La estampación en frío se realiza con el material a menor temperatura
que la temperatura de recristalización, por lo que se deforma el grano
durante el proceso, obteniendo anisotropía en la estructura microscópica. Suele aplicarse a piezas de menor espesor que cuando se trabaja en caliente, usualmente chapas o láminas de espesor uniforme.
Las principales operaciones de estampación en frío son:
- Troquelación: punzonado (realización de agujeros), corte (separación de piezas de una chapa) o acuñación.
- Embutición: obtención de cuerpos huecos a partir de chapa plana.
- Deformación por flexión entre matrices: curvado, plegado o arrollado.
Los materiales utilizados en la estampación en frío son dúctiles y maleables, como el acero de baja aleación, las aleaciones de aluminio (preferentemente al magnesio, sin cobre), el latón, la plata y el oro.
4-EXTRUSIÓN:
 La extrusión es un proceso utilizado para crear objetos con
sección transversal definida y fija. El material se empuja o se extrae a
través de un troquel de una sección transversal deseada. Las dos
ventajas principales de este proceso por encima de procesos
manufacturados son la habilidad para crear secciones transversales muy
complejas y el trabajo con materiales que son quebradizos, porque el
material solamente encuentra fuerzas de compresión y de cizallamiento.
También las piezas finales se forman con una terminación superficial
excelente.1
La extrusión es un proceso utilizado para crear objetos con
sección transversal definida y fija. El material se empuja o se extrae a
través de un troquel de una sección transversal deseada. Las dos
ventajas principales de este proceso por encima de procesos
manufacturados son la habilidad para crear secciones transversales muy
complejas y el trabajo con materiales que son quebradizos, porque el
material solamente encuentra fuerzas de compresión y de cizallamiento.
También las piezas finales se forman con una terminación superficial
excelente.1
La extrusión puede ser continua (produciendo teóricamente de forma
indefinida materiales largos) o semicontinua (produciendo muchas
partes). El proceso de extrusión puede hacerse con el material caliente o
frío.
Los materiales extruidos comúnmente incluyen metales, polímeros, cerámicas, hormigón y productos alimenticios.

Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusión (hasta cerca de 1000º C) y posteriormente golpearlo con un martillo o una prensa. A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material.
Antiguamente se realizaba la forja a mano, calentando el metal en una fragua de carbón, se sacaba la pieza con la ayuda de unas tenazas, se colocaba sobre el yunque y, con el martillo, se la golpeaba dándole la forma deseada.
Actualmente se emplean prensas mecánicas o hidráulicas, que comprimen el material hasta darle la forma deseada, o bien se emplean martillos mecánicos que golpean el material. La fuerza necesaria para realizar la forja depende del tipo de metal, de la superficie total en contacto y de la forma que tenga la pieza.

6-FUNDICIÓN:
La fundición también se conocen como colada,
se realizan fundiendo metal o plástico para introducirlo en moldes o
piezas con cavidades que reproducen la forma de la pieza deseada.
Para crear estas cavidades se crea un modelo. Este
modelo se diseña algo más grande que las medidas deseadas previendo las
contracciones del material durante la solidificación, y
además, respetando unos ángulos de salida que tengan en cuenta facilitar
la extracción de la pieza definitiva.
Cuando se genera el molde también hay que dejar
embudos llamados bebederos y canales de colada por donde se introducirá
el material fundido. Para piezas grandes, además se disponen chimeneas
que aporten el metal requerido en la contracción y así no se produzcan
rechupes.
Ejemplo en automocion : Asi se hacen Los bloques de motor
7-INYECCIÓN:
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal1 en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12% anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden ser reciclados y algunos susceptibles de ser reciclados son depositados en el ambiente, causando daños al medio ambiente.
La popularidad de este método se explica con la versatilidad de piezas que pueden fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos rápidos, altos niveles de producción y bajos costos, alta o baja automatización según el costo de la pieza, geometrías muy complicadas que serían imposibles por otras técnicas, las piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de piezas moldeadas con o sin insertos y con diferentes colores.
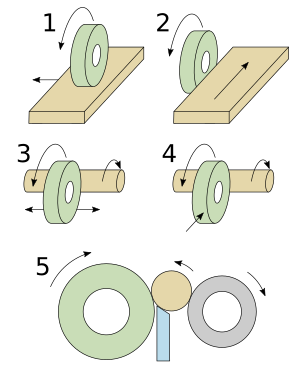
8-LAMINADO:
El laminado es un proceso de deformación en el que se reduce el espesor del material mediante la compresión que ejercen dos rodillos sobre la pieza. Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen. Además, los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales. Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones térmicas, y que la superficie de la pieza queda cubierta por una capa de óxido característica. |
 |
Dado que el grosor disminuye al pasar
por los rodillos, la velocidad del metal tras éstos es superior a la
velocidad de entrada, lo que debe ser tenido en cuenta para aplicar
procesos posteriores.
Al igual que ocurría con la forja, también se realiza un laminado en frío para obtener engranajes de módulo pequeño y, sobre todo, tornillería:

9-Mecanizado con arranque de viruta:
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada. Por ejemplo, al aserrar madera: siempre se desprende una cantidad de material en forma de serrín.
Estas operaciones, por tanto, se realizan cortando material por desplazamiento de la herramienta, de la pieza o de ambas. En estos procesos debemos distinguir: el movimiento de corte, que es el que produce directamente el arranque, y el movimiento de avance, que hace progresar el corte. Siguiendo con el ejemplo de la sierra, el movimiento de corte es el vaivén y el avance es la profundización del corte.
Los cálculos de velocidad de corte y de avance son básicos, pues no sólo están limitados por la potencia de la máquina, sino que una sección de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte.
Los métodos mas conocidos son los siguentes :
TORNEADO FRESADO RECTIFICADO
TALADRADO MECANIZADOS ESPECIALES
TORNEADO :
| Se hace girar la pieza y con una herramienta afilada se le da forma. Evidentemente estas formas son siempre figuras de rotación. Los tornos son máquinas muy robustas provistas de un motor eléctrico que hace girar un cabezal al que se fija la pieza por un extremo. Para evitar que la pieza flexione al trabajar, se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta. Este apoyo recibe el nombre de contrapunto.  |
{kind=link}
 |
 |
 |
 |
 |
 Roscado |
FRESADO
| Una fresa es una herramienta cilíndrica con filos en su periferia, que
elimina material mientras gira. En las fresadoras tradicionales la pieza está
sujeta a una mesa que se desplaza contra la herramienta, tallándose la forma que
tenga la fresa. Por tanto, el movimiento de corte es el giro de la fresa y el de
avance el desplazamiento de la pieza.
En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento: desplazamiento, inclinación, giro, ... Con esta operación se suelen redondear bordes, alisar superficies o tallar engranajes. Las formas básicas de atacar a la pieza son las siguientes: |
  |

Claves:
1.- Fresado frontal (planeado)
2.- Fresado en escuadra
3.- Fresado tangencial en oposición o fresado normal.
4.- Fresado tangencial en concordancia o fresado en equicorriente.
2.- Fresado en escuadra
3.- Fresado tangencial en oposición o fresado normal.
4.- Fresado tangencial en concordancia o fresado en equicorriente.
Movimiento de corte.
Movimiento de avance.
Movimiento de profundización.
Una de las principales aplicaciones del fresado es la fabricación de engranajes. Para ello se utiliza una fresa módulo, que arranca material de un cilindro de metal, formando así los dientes de las ruedas dentadas:

En todos los casos es imte el cálculo taportannto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo. De froma similar al torneado, tenemos:

RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial, se
está realizando un rectificado o esmerilado. Estas piedras, que se llaman muelas están formadas por granos muy pequeños y duros embebidos en una matriz blanda.
 Con esta operación se elimina muy poco material, pero la dureza de las muelas permite trabajar materiales muy duros, y así se pueden afilar herramientas, alisar superficies metálicas, etc. En este caso también se trabaja con velocidad y potencia de corte, con cálculos muy similares a los del torneado y el fresado. |
 |
TALADRADO
| De esta operación cabe destacar que el movimiento de corte es el giro de
la broca y el de avance su desplazamiento vertical. La velocidad de
giro debe ser tanto más lenta cuanto más duro es el material.
La taladradora de sobremesa está presente en multitud de talleres, pero industrialmente se utilizan máquinas mucho mayores e incluso con varios cabezales portabrocas. |
 |
 |
10-SINTERIZACIÓN:
Es el tratamiento térmico de un polvo o compactado metálico o cerámico a una temperatura inferior a la de fusión de la mezcla, para incrementar la fuerza y la resistencia de la pieza creando enlaces fuertes entre las partículas.
Es decir comprimiendo un polvo metálico con una elevada presión casi llegamos a unir (solodificar) las particulas, despues de este proceso se hornean y asi se conseguige la resistencia que le faltaba
En la sinterización las partículas coalescen por difusión al estado sólido a muy altas temperaturas, pero por debajo del punto de fusión del compuesto que se desea sinterizar. En el proceso, se produce difusión atómica entre las superficies de contacto de las partículas, lo que provoca que resulten químicamente unidas.
11-TRATAMIENTOS TÉRMICOS:
Los tratamientos térmicos son un conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presión, etc., de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la elasticidad. Los materiales a los que se aplica el tratamiento térmico son, básicamente, el acero y la fundición, formados por hierro y carbono. También se aplican tratamientos térmicos diversos a los cerámicos.
Tratamientos térmicos del acero

- Temple: Su finalidad es aumentar la dureza y la resistencia del acero. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior Ac (entre 900-950 °C) y se enfría luego más o menos rápidamente (según características de la pieza) en un medio como agua, aceite, etcétera.
- Revenido: Sólo se aplica a aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentar la tenacidad. El revenido consigue disminuir la dureza y resistencia de los aceros templados, se eliminan las tensiones creadas en el temple y se mejora la tenacidad, dejando al acero con la dureza o resistencia deseada. Se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento.
- Recocido: Consiste básicamente en un calentamiento hasta la temperatura de austenización (800-925 °C) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frío y las tensiones internas.
- Normalizado: Tiene por objetivo dejar un material en estado normal, es decir, ausencia de tensiones internas y con una distribución uniforme del carbono. Se suele emplear como tratamiento previo al temple y al revenido.
12-TREFILADO:
Consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su sección.

Asi se hacen los cables de cobre
Trefilado a mano
Trefilado a maquina
OTROS PROCESOS FABRILES QUE PUEDEN SER INTERSANTES
TROQUELADO
Es la operación en la que se realiza un agujero de forma determinada en una lámina mediante un punzón perforador que se introduce en un agujero llamado troquel,
ambos de acero templado para conseguir la máxima dureza. A nivel
doméstico estamos troquelando cuando se hacen agujeros a las hojas para
meterlas en carpetas de anillas.
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material, al grosor de la lámina y al contorno que hay que cortar.
Es corriente realizar troquelados progresivos, en los que la pieza deseada se consigue con varios golpes sucesivos de prensa
hasta obtener piezas complejas, como pueden ser las arandelas, o las
chapas que conforman la carrocería de los automóviles con sus ventanas y formas. |
 Troquelado progresivo o en fases Troquelado progresivo o en fases |
Una variante del troquelado es el cizallado,
que es el nombre técnico del tradicional corte con tijeras, solo que en
la industria son herramientas de gran potencia llamadas cizallas.
Mientras que con el troquelado se cortan figuras cerradas, el proceso de
cizallado realiza cortes rectos o curvados que no tienen por qué ser
cerrados.
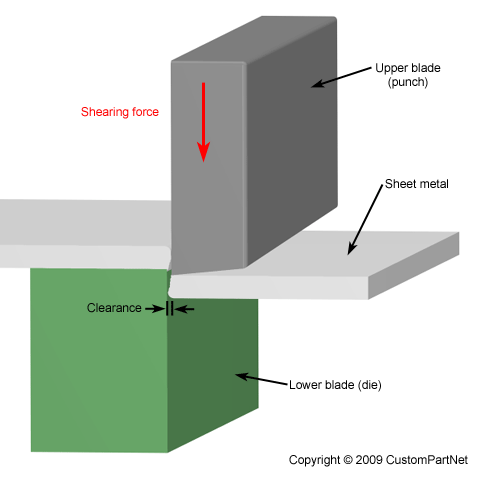
Es una operación más barata que la de troquelado, ya que no necesita grandes prensas hidráulicas, pero suele ser una operación de eliminación de chapa, y se usa en la obtención de piezas más simples.
DOBLADO
En esta operación se consigue doblar
una chapa para formar un ángulo. Al igual que en las operaciones
anteriores, el proceso se realiza mediante prensas hidráulicas, y en el
ángulo siempre se debe respetar un radio de ajuste:
 |
 |
Un caso especial del doblado es el
curvado de tubos mediante el sistema de los tres rodillos. Mediante este
método se puede trabajar chapas de grosores elevados con un alto grado
de calidad final.

Enlaces de interes:
- Fabricación
-Formas de Conformado
No hay comentarios:
Publicar un comentario